

メッセージをお待ちしております
私たちの工場は2006年に設立されました
-
 Mobile/Whats app/Wechat: +86-18761594570 (ジェニー・チェンさん)
Mobile/Whats app/Wechat: +86-18761594570 (ジェニー・チェンさん)
-
 E-mail: [email protected]
E-mail: [email protected]
POF シュリンク ラップ フィルム: 特性、グレード、および用途ガイド
POF シュリンク ラップ フィルムは、小売および商業用途で最も多用途で広く使用されているシュリンク包装材料です
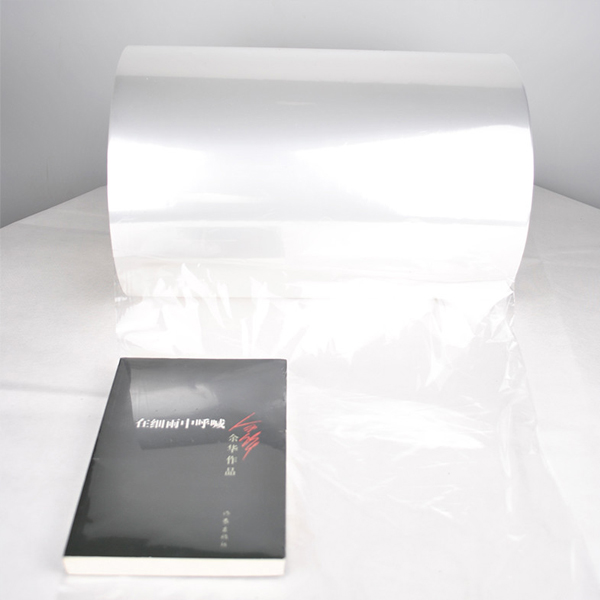
POFシュリンクラップフィルム — ポリオレフィンシュリンクフィルム — は、多層の二軸延伸熱可塑性フィルムで、熱が加えられると製品の周囲でしっかりと収縮し、透明で光沢のある不正開封防止パッケージを作成します。 POF は、小売包装、食品の包装、化粧品、玩具、文具、およびソフトウェアの包装において主要なシュリンク ラップ材料となっています。 は、その優れた透明性、食品との接触の安全性、より低いシール温度、および加熱時に PVC が放出する有毒な塩化水素ガスがないため、過去 20 年間でほとんどの市場で PVC シュリンク フィルムに取って代わりました。
POF シュリンク フィルムは、ポリオレフィン樹脂 (主にポリエチレン (PE) とポリプロピレン (PP) を多層に共押出成形したもの) から製造され、二軸延伸 (機械方向と横方向の両方に延伸) されて、熱にさらされたときに収縮する分子記憶が組み込まれています。その結果、単層材料よりも丈夫で透明で柔軟性のあるフィルムが得られ、手動ラインと高速自動ラインの両方で、事実上あらゆる形状の製品をプロフェッショナルな結果で包装することができます。
POF シュリンクフィルムの仕組み: 二軸延伸の科学
製造中および収縮中に POF フィルム内で何が起こっているかを理解すると、POF フィルムの挙動が通常のポリエチレン フィルムと大きく異なる理由と、一貫した結果を得るためにプロセス パラメータが非常に重要である理由がわかります。
二軸配向と分子記憶
製造中、共押出ポリオレフィンフィルムは、樹脂のガラス転移点よりも高いが融点よりも低い温度で、縦方向(MD)と横方向(TD)の両方に同時にまたは逐次的に延伸されます。この配向により、ポリマー鎖が両方向に整列して伸長します。フィルムが冷えると、鎖はこの伸びた状態でロックされ、分子レベルで弾性エネルギーが蓄えられます。 収縮包装中に延伸フィルムが延伸温度以上に再加熱されると、ポリマー鎖が弛緩して元の形状に戻り、フィルムが各方向に 30 ~ 80% 収縮します。 フィルムのグレードと適用される熱によって異なります。
配向の程度、つまり収縮量と収縮力は、製造中に適用される延伸比によって制御されます。 ほとんどの標準的な POF シュリンク フィルムは、両方向に約 5:1 ~ 7:1 の延伸比で延伸されています。 、完全な活性化温度で 50 ~ 75% のバランスの取れた (MD と TD が等しい) 収縮を持つフィルムを製造します。 Lバーおよびサイドシーラー用のセンターフォールドおよびシングルワインドフィルムは、さまざまな製品形状でのラップの外観を最適化するために、特定のMDからTDまでの収縮バランスで製造されています。
多層共押出構造
市販の POF シュリンク フィルムはモノリシックではなく、共押出された多層構造 (通常は 3 層または 5 層) であり、異なる層の異なる種類の樹脂が異なる特性を提供します。一般的な 3 層 POF 構造では次のものが使用されます。
- 外皮層 (PP ベース): 透明性、光沢、機械的保護を提供します。 PP はフィルムの剛性と印刷適性にも貢献します。
- コア層 (PE ベース): 靭性、柔軟性、および主要なヒートシール特性を提供します。 PE は、POF に優れた低温シール性と高速包装時の引き裂き耐性を与えます。
5 層構造により、食品包装用の防曇特性、電子機器用の帯電防止層、または湿気に敏感な製品用の強化されたバリア特性など、結合層または機能層が追加されます。 市販のPOFシュリンクフィルムの総フィルム厚は12~25ミクロンの範囲です。 標準的な小売用途向けに、より重い製品や高級プレゼンテーション用パッケージ向けに最大 35 ミクロンの特殊グレードを用意しています。
POF シュリンク フィルムと PVC および PE シュリンク フィルム: ほとんどの用途で POF が優れている理由
POF は、偶然 PVC や PE のシュリンク フィルムを置き換えたわけではありません。POF は、パッケージング要件の全範囲にわたって、どちらの代替品も適合しない性能特性の組み合わせを提供します。
| プロパティ | POF(ポリオレフィン) | PVC(ポリ塩化ビニル) | PE(ポリエチレン) |
|---|---|---|---|
| 光学的透明度 | 優れた (ヘイズ <2%) | 良い | 中程度から悪い |
| 縮小範囲(発動時%) | 30~80% | 20~60% | 10~40% |
| シール温度 | 低温(120~150℃) | 中(140~170℃) | 中~高温(150~180℃) |
| 食品との接触の安全性 | はい (FDA、EU 準拠) | 制限あり(可塑剤) | はい |
| 密閉/収縮すると有毒ガスが発生する | なし | 塩酸とダイオキシン類 | なし |
| 耐引裂性・靱性 | 高 | 低~中 (脆性) | 高 |
| 低温での性能 | 優れています (柔軟性を維持します) | 不良(0℃以下では脆くなる) | 良い |
| リサイクル性 | はい (polyolefin stream) | 難しい(ストリームを汚染する) | はい |
| 相対的な材料コスト | 中 | 低い | 低い |
PVC シュリンク フィルムは低コストであるため、1980 年代から 1990 年代にかけて業界標準となりましたが、 PVC を密封して収縮させるときに発生する塩化水素ガスは、密封ワイヤや発熱体を腐食させ、不快な作業環境を作り出し、健康被害として分類されます。 換気が必要 - 材料コストの利点を損なう運用コスト。多くの国と大手小売業者は、小売用の包装に POF を義務付けることに移行しており、消費財市場における PVC の存続可能性は事実上終わりを迎えています。
POF シュリンク フィルムのグレード、ゲージ、およびフォーマット
POF シュリンク フィルムは、さまざまな製品、機械、スループット要件に合わせて、さまざまな厚さ、収縮率、物理フォーマットで入手できます。
膜厚(ゲージ)
フィルムの厚さはミクロン (µm) またはゲージ (100 ゲージ = 25.4 µm) で指定されます。 小売および商用の POF シュリンク フィルムで最も広く使用されている厚さの範囲は 15 ~ 19 ミクロン (60 ~ 75 ゲージ) です。 パッケージあたりのフィルムの消費量を最小限に抑えながら、ほとんどの製品に適切な強度を提供します。より厚いフィルムは、より重い、より鋭利な、またはより研磨性の高い製品に使用されます。
- 12 ~ 15 μm (47 ~ 60 ゲージ): トランプ、小さな文房具、使い切りの食品など、表面が滑らかな小型製品用の非常に軽量なフィルムです。ユニットあたりの材料コストは最小限に抑えられますが、耐穿刺性は低下します。
- 15 ~ 19 μm (60 ~ 75 ゲージ): スタンダードな万能シリーズ。 DVD、書籍、化粧品、箱入り食品、ギフトセット、一般小売商品。中量の自動ラインに最もコスト効果が高い。
- 19 ~ 25 μm (75 ~ 100 ゲージ): 鋭利なエッジ、重量物、または表面が摩耗しやすい製品 - ハードウェアアイテム、金属製の角のある箱、缶詰のマルチパックなど。引き裂き開始抵抗が高いため、輸送中の損傷が軽減されます。
- 25 ~ 35 μm (100 ~ 138 ゲージ): 産業用結束、大型複数パックの混載、および乱暴な取り扱いを受ける製品向けの強力グレード。通常は、軽量の小売機械ではなく、頑丈な L バー シーラーまたはスリーブ ラッパーで実行されます。
フィルム形式: センターフォールド vs シングル ワインド
POF シュリンク フィルムは、さまざまなシール機のタイプに対応する 2 つの主要な物理フォーマットで提供されます。
- センターフォールド (平らに折りたたんだ状態): フィルムを中央で縦に折り、2層のコアに巻き付けます。製品を折り畳んだフィルムに挿入し、開いた側面を1枚のL字型シールで閉じます。小売用途で最も一般的なシュリンク包装機タイプである L バー シーラーとともに使用されます。 300 ~ 700 mm の中折り幅は、小売製品のサイズの大部分をカバーします。
- 単一巻き (平置き): 製品の周囲にチューブを形成するスリーブ ラッパー (サイドシールまたは連続モーション ラッパーとも呼ばれる) とともに使用される単層ロール。高速自動ラインの効率化 — POF 単巻きフィルムを使用したスリーブラッパーは、毎分 60 ~ 120 パックの処理量を達成できます。 食品、飲料、消費財の包装ラインに。
架橋 POF フィルムと非架橋 POF フィルム
標準的な POF シュリンク フィルムは架橋されていません。架橋 POF フィルムは、配向後に電子ビームまたは化学架橋を受け、ポリマー鎖全体に分子結合が形成され、耐突き刺し性、熱間強度 (シール操作中の引き裂きに対するフィルムの抵抗)、および複雑な形状の周囲の収縮した外観の品質が大幅に向上します。 架橋POFフィルムは標準グレードより30~50%高価です ただし、高級プレゼンテーション用パッケージ、特殊な形状の製品、鋭利または突き出たエッジのある製品、およびラップが詳細な表面形状に非常に厳密に適合する必要がある用途に指定されています。また、シール操作中にシール部分でフィルムが吹き飛ばされる危険がなく、非常に高速でシールすることも容易になります。

POF シュリンク ラップ フィルムを使用するために必要な機器
POF シュリンク フィルムでは、完成したパッケージを製造するために 2 つの異なる機器が必要です。1 つは製品の周囲にフィルムを巻き付けてシールするシーラー、もう 1 つは熱を加えて収縮を活性化するシュリンク トンネルです。シーラーとトンネルは、相互に、フィルムのグレード、および包装される製品に適合する必要があります。
Lバーシーラー
L バー シーラー (L シーラーとも呼ばれます) は、L 字型の加熱ワイヤーまたはブレードを使用して、パッケージの 2 つの側面に沿って 1 つの動作でシールと切断を同時に行います。1 つは製品の前面を横切り、もう 1 つは側面に沿って切断します。製品をフィルム上に置き、L バーを下げ、開いた 2 つの側面を 1 回の操作でシールしてトリミングします。 Lバーシーラーは、センターフォールドフィルムのみに使用されます。 手動および半自動の L バー シーラーは、小量から中量の用途に最も一般的なシュリンク包装装置です。 — オペレーターのスキルと製品サイズに応じて、毎分 5 ~ 20 パックの速度。統合コンベア供給を備えた全自動 L バー シーラーは、毎分 20 ~ 50 パックを達成します。
スリーブラッパー(サイドシールおよび水平フローラッパー)
スリーブラッパーは、移動する製品の流れの周りに単巻き POF フィルムの連続チューブを形成し、クロスシールを適用して個々のパッケージの端を閉じます。製品は機械内を連続的に搬送され、シールとカットのサイクルは製品のピッチに合わせて調整されます。スリーブラッパーは、L バー シーラーよりも高速で一貫性があり、自動生産ラインへの統合に適していますが、より高い資本投資 (自動スリーブ ラッパーの場合は 10,000 ~ 80,000 ポンド、半自動 L バー シーラーの場合は 500 ~ 5,000 ポンド) と、センターフォールド フィルムではなく単巻きが必要です。
シュリンクトンネル
シール後、包まれた(まだ収縮していない)製品は、温度と速度が制御された加熱空気が循環する密閉チャンバーである収縮トンネルを通過します。熱により POF フィルムの二軸配向が活性化し、製品の周囲でフィルムがしっかりと収縮します。 POF シュリンク フィルムは通常、120 ~ 160°C (250 ~ 320°F) のトンネル温度で活性化します。 PE シュリンク フィルム (180 ~ 200 °C を必要とする場合がある) よりも大幅に低く、POF のエネルギー効率の利点となります。フィルムに焼け穴が開いたり、しわや歪みが生じたりすることなく完全に均一に収縮するには、トンネル ベルトの速度、気温、空気の循環速度のバランスをとらなければなりません。
熱風トンネルは POF フィルムの世界標準です。 赤外線(IR)シュリンクトンネルは熱に弱い製品に使用されています — ラベル付きの化粧品、チョコレートの箱、長時間の空気熱への曝露に耐えられない製品 — IR は製品に伝わる残留熱が少なくなり、収縮をより迅速に活性化するためです。スチームトンネルは、収縮と同時に水分制御が必要な特定の食品および飲料用途に使用されます。
POFシュリンクフィルムの主要産業と用途
POF シュリンク フィルムは、透明性、食品の安全性、靭性、加工の多様性を兼ね備えているため、非常に幅広い業界でデフォルトの包装材料となっています。
食品および飲料の包装
食品グレードの POF シュリンク フィルムは、生鮮食品トレイ、焼き菓子、菓子、インスタントミール トレイ、マルチパック飲料、乳製品の包装に使用されます。 防曇POFフィルム — 水蒸気がフィルム表面上で不透明な水滴として凝結するのを防ぐコーティングが施されています。 — 消費者がフィルムを通して製品を視認できる必要がある冷蔵食品および冷蔵食品のディスプレイには不可欠です。防曇 POF は、フィルムが冷蔵保管から小売店の周囲温度に変わっても透明度を維持します。 EU 規則 10/2011 および FDA 21 CFR に基づく食品接触コンプライアンスは、信頼できる POF フィルム メーカーの標準です。
小売および消費財
DVD、Blu-ray、ビデオ ゲーム、書籍、文具、化粧品、おもちゃ、ギフト セット、電子アクセサリは、POF シュリンク フィルムの最大規模の小売用途の 1 つです。 POF の透明度により、ラップ越しに製品を完全に視認でき、印刷されたラベルが読みやすくなります。同時に、引き締まったプロフェッショナルな外観が品質を示し、改ざんの証拠を提供します。 大手スーパーマーケットやオンライン フルフィルメント オペレーターを含む小売業者は、プレパック操作に POF を指定しています シール温度が低いため、PVC の高温によって損傷する可能性がある印刷ラベル、箔エンボス、および熱に弱い製品コンポーネントへの熱損傷のリスクが軽減されるためです。
医薬品・医療品
POF シュリンク フィルムは、医薬品の箱、ビタミン剤やサプリメントのボトル、医療機器キット、病院の備品の束などに不正開封防止用の包装を提供します。このフィルムは目に見える不正開封防止シールとして機能します。購入前にパッケージを開けようとすると、シュリンク ラップが明白かつ不可逆的な方法で破壊されます。 医薬品グレードの POF フィルムは GMP 条件下で製造され、抽出物および浸出物に関する USP および EU 薬局方基準に準拠して文書化されています。 保管中に有害な物質がフィルムから製品に移行しないようにします。
マルチパックのバンドルと物流
POF シュリンク フィルムは、飲料マルチパック、マルチパック紙製品、束ねられた缶詰や瓶詰め製品など、複数の個別のアイテムを小売用のマルチパックに束ねるのに使用されます。この用途では、フィルムにはプロモーション メッセージ、ブランド ロゴ、価格情報を印刷できるため、フィルムはキャリア (取り扱いや展示のために商品をまとめて保持する) と販売促進媒体の両方として機能します。アプリケーションの重量と取り扱いの要求に耐えるために、複数パックの結束には通常、より重いゲージの POF (19 ~ 25 µm) が指定されます。
POF シュリンクフィルムを選択する際に評価すべき技術仕様
特定の用途に適した POF フィルムのグレードを選択するには、いくつかの技術パラメータを評価する必要があります。規格外のフィルムを使用すると、包装不良が発生します。過剰な仕様は利益なしにコストを増加させます。
- 収縮率 (MD および TD): 指定された温度における各方向の寸法減少率。 ほとんどの長方形製品では、バランスのとれた収縮 (MD と TD が等しい) が推奨されます。 ; TD 収縮率が高いフィルムは、幅よりも高さの高い製品に指定されており、フィルムの端にしわが寄らずに上面にしっかりと張られるようにします。
- 収縮開始温度: 大幅な収縮が始まる温度。開始温度が低いと、トンネルをより低い温度設定で実行できるため、エネルギーが節約され、熱に弱い製品が保護されます。標準的な POF は 95 ~ 110°C で開始します。低温グレードは 80 ~ 90°C で収縮し始めます。
- ヘイズ (光学的透明度): 散乱透過光のパーセンテージとして測定されます。 プレミアム POF フィルムは 1.5 ~ 2% 未満のヘイズ値を実現します — 本質的に目に見えない透明度。ヘイズが高くなると曇った外観が生じ、高級なプレゼンテーションや高級小売パッケージには受け入れられません。
- シール強度とホットタック: シールを引き剥がすのに必要な力、およびシール直後のシールが完全に冷える(ホットタック)前のシールの強度。シールが完全に冷える前にパッケージがトンネルを通過する高速自動ラインでは、高いホットタックが重要です。
- 耐パンク性: フィルムに穴を開けるのに必要なエネルギー。ASTM D1709 (ダーツ ドロップ法) または ASTM F1306 (低速穴開け) に従って測定されます。突き出た角や鋭利なエッジを持つ製品には重要です。
- 帯電防止性能: 標準の POF は静電気を蓄積し、塵を引き寄せ、高速ラインにフィルムが張り付く原因となります。トップコートまたは帯電防止添加剤を組み込んだ帯電防止 POF は、電子機器のパッケージングや高速生産環境向けに仕様化されています。
- 印刷適性: 一部の POF グレードは、インクの接着に必要な表面エネルギーを実現するために片面または両面にコロナ処理が施されています。印刷可能な POF を使用すると、ブランド名や情報をシュリンク フィルムに直接印刷できるため、販促用のマルチパック用途で別の紙やカード ラベルを使用する必要がなくなります。
POF シュリンク ラッピングの一般的な問題とその解決方法
POF シュリンク包装パッケージの欠陥のほとんどは、フィルムの欠陥ではなく、プロセス パラメータの設定に起因します。それぞれの問題の根本原因を理解することで、正しい調整が可能になります。
縮小フィルムの魚の目と穴
完成したパッケージに小さな穴や溶け落ちたスポットが発生する原因は次のとおりです。 過度のトンネル温度、1 つのスポットに向けられた過度に攻撃的な空気の流れ、または必要な収縮温度に対して不十分なフィルムの厚さ 。解決策: トンネル温度を 5°C ずつ下げるか、空気速度を下げるか、より厚いゲージ フィルムにアップグレードします。シール領域近くの穴は通常、シールバーの温度が高すぎることを示しています。
しわや犬耳の外観
不均一、しわ、犬耳状の収縮外観は、熱が不十分であることを示しています。フィルムが完全に活性化されておらず、収縮サイクルを完了できません。根本原因には、トンネル温度が低すぎる、ベルト速度が高すぎる (トンネル内での滞留時間が不十分)、またはトンネルの動作範囲に比べて収縮開始温度が高いフィルム グレードが含まれます。 通常、トンネル温度を上げるか、ベルト速度を 10 ~ 15% 下げると、しわが解消されます。 フィルムグレードを変更する必要はありません。パッケージの端にあるドッグイヤーは、フィルム グレードの選択またはパッケージの端面に到達する熱の不足のいずれかによって、TD シュリンクが不十分であることを具体的に示しています。
シールが弱い、または剥がれている
収縮中または収縮後にシールが剥がれる場合は、シーラー ワイヤー/ブレードの温度が低すぎるか、シールの滞留時間が短すぎるか、フィルム表面が離型剤やブロック防止添加剤で汚染されていることを示します。シーラー温度を 5°C ずつ上げて、滞留時間を確認します。複数のフィルム グレードを扱う生産ラインの場合、より薄いフィルムまたはシール温度の低いフィルムに変更するときに、必ずシーラー温度プロファイルがリセットされるようにしてください。19 µm フィルムに適切な温度設定では、12 µm フィルムにシールが焼けたり穴が開いたりする可能性があります。
フィルムのトラッキングとフィードの問題
フィルムの中心からのずれ、フィルムの張力のばらつき、または巻き出し時のフィルムの破れは、通常、ロールの取り付けが正しくない (ロールが巻き出しマンドレルの中心にない)、フィルム ロールの芯が真円でない、または損傷している、または巻き出しブレーキの張力が過剰であることが原因で発生します。 POFフィルムロールを立てて(縦に)保管すると、芯が変形し、張力分布が不均一になる — ロールは常に芯の上で水平に、パッド入りのサポートラック上に保管し、外側フィルム層の部分的な事前収縮を引き起こす可能性のある直接熱源から離して保管してください。
POFシュリンクフィルムの持続可能性とリサイクル性
POF シュリンク フィルムの環境プロファイルは、使い捨てプラスチックであるという単純な評価よりも微妙です。 POF のいくつかの特徴により、POF は利用可能なより持続可能な柔軟な包装オプションの 1 つとなりますが、実際には限界が残っています。
ポリオレフィンストリームのリサイクル可能性
POF シュリンク フィルムはポリオレフィンのリサイクル ストリームと化学的に適合しており、原理的にはフィルム回収スキームでLDPE (低密度ポリエチレン) フィルムと一緒にリサイクルできます。 英国では、大手スーパーマーケットが運営する軟質プラスチックのリサイクル回収(キャリーバッグリサイクルポイント)でPOFが受け入れられています。 ;米国では、参加小売店の PE フィルム回収ポイントで受け付けられます。実際的な課題は、混合材料の POF (PP ベースの外層と PE コアを含む) は単一材料の PE フィルムよりもリサイクルが難しいことです。PP と PE の成分は融点が異なるため、使用可能なリサイクル物を製造するには相溶化剤や特定の再処理条件が必要です。
ダウンゲージ化: パッケージあたりのフィルムの量を減らす
POF 包装における最も効果的な持続可能性の改善の 1 つは、アプリケーションに対して十分な性能を維持しながら、より薄いフィルムを使用するダウンゲージ化です。 POF 技術の進歩により、平均フィルム ゲージは 1990 年代の 19 ~ 25 μm から、今日の多くの標準的な小売用途で 12 ~ 15 μm まで減少することができました。 、性能を損なうことなく、パッケージあたりのプラスチック消費量を 30 ~ 40% 削減します。要求が最も低いアプリケーションでは、さらにゲージを 10 ~ 12 µm の極薄グレードにダウンゲージすることができます。
バイオベースで堆肥化可能なPOF代替品
いくつかのメーカーが、バイオベースのポリオレフィン (サトウキビ エタノール由来の PE) および堆肥化可能なポリマー (PLA ベースのシュリンク フィルム) から二軸延伸シュリンク フィルムを開発しています。バイオベースの PE は石油ベースの PE と同等の性能を持ち、同じ流れで完全にリサイクル可能です。 PLA ベースのシュリンク フィルムは工業的に堆肥化可能ですが、収縮範囲と透明度が POF に比べて劣るため、堆肥化認定が特定の市場要件であるニッチな製品への適用が制限されます。 バイオベースの POF は現在 15 ~ 30% のコストプレミアムがかかっています 石油ベースの同等品を上回っており、生産量が増加するにつれてその差は縮小しています。
おすすめ商品






お問い合わせ
もっと知りたいですか?
- E-mail: [email protected]
- Phone: +86-18761594570 (ジェニー・チェンさん)
- WhatsApp: +86-18761594570
- Address : 中国江蘇省江陰市上関鎮盤龍山路58-2号
製品カテゴリー
フォローしてください
著作権 © 2025 by 江陰光宏包装材料有限公司 Rights Reserved.
 POFシュリンクフィルムメーカー
POFシュリンクフィルムメーカー