

メッセージをお待ちしております
私たちの工場は2006年に設立されました
-
 Mobile/Whats app/Wechat: +86-18761594570 (ジェニー・チェンさん)
Mobile/Whats app/Wechat: +86-18761594570 (ジェニー・チェンさん)
-
 E-mail: [email protected]
E-mail: [email protected]
POF プラスチック フィルム: 概要、用途、選び方
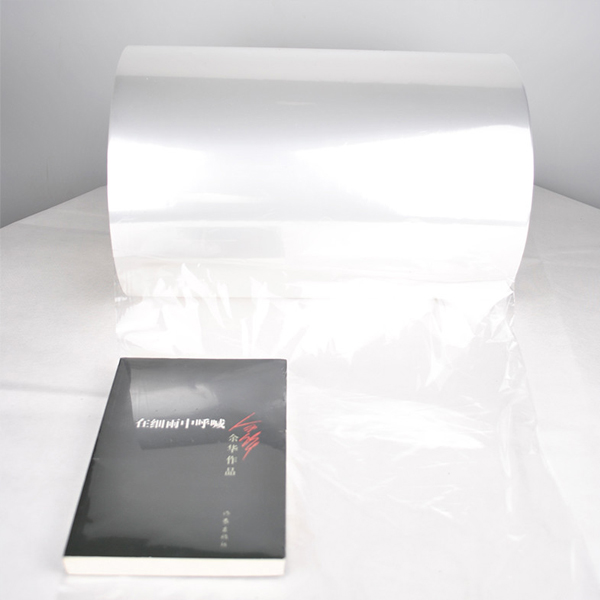
POFプラスチックフィルム — ポリオレフィンシュリンクフィルム — は、世界中の食品、消費財、産業用途にわたる熱収縮包装に使用される主要な素材です。 これは架橋された多層ポリオレフィンフィルムで、熱にさらされると製品の周囲でしっかりと均一に収縮し、透明で光沢のある不正開封防止ラップを生成します。これは、主に代替されている PVC フィルムよりも強力で安全です。 包装作業用にシュリンク フィルムを選択している場合、材質の違いを理解している場合、またはシールやシュリンクの品質問題のトラブルシューティングを試みている場合、このガイドには、情報に基づいた意思決定を行うために必要な技術的な詳細が記載されています。
POFプラスチックフィルムとは何か、どのように作られるのか
POF はポリオレフィン フィルムの略で、シュリンク包装の文脈では、主にポリエチレン (PE) とポリプロピレン (PP) のブレンドであるポリオレフィン樹脂から作られた共押出二軸延伸フィルムを指します。フィルムは、樹脂を溶融し、チューブまたは平らなシートに押し出し、温かいうちに縦方向と横方向の両方に同時に延伸することによって製造されます。この二軸延伸によりフィルムに分子応力が導入され、包装中にフィルムが再加熱されると収縮として解放されます。
ほとんどの市販の POF フィルムは 3 層または 5 層の共押出構造を使用しています。通常、外層は表面硬度、透明性、シール適合性を考慮して PP ベースですが、内層は柔軟性、靭性、架橋反応を考慮して PE ベースです。 フィルムに電子ビームを照射することで架橋結合が行われ、引張強度、耐穿刺性、シールの完全性が大幅に向上します。 、鋭い角や不規則な形状を持つ製品を梱包する場合に特に重要です。
標準的な POF フィルムの厚さの範囲は次のとおりです。 12ミクロン~25ミクロン ほとんどの消費者向け包装用途に適しており、産業用の結束やより重い製品向けに最大 40 ミクロンの高耐久バージョンも用意されています。ロール幅は通常、L バー シーラーで使用されるセンターフォールド フィルムの場合は 100 mm から 600 mm の範囲であり、自動スリーブ包装ラインで使用されるフラット フィルムの場合は最大 1,500 mm です。
POF フィルムと PVC および PE シュリンク フィルム: 主な違い
POF フィルムは、PVC (ポリ塩化ビニル) シュリンク フィルムや PE (ポリエチレン) シュリンク フィルムとよく比較されます。それぞれには、特定の用途に多かれ少なかれ適した独特の特性があります。
| プロパティ | POFフィルム | PVCフィルム | PEフィルム |
|---|---|---|---|
| 明瞭さ | 素晴らしい | 良い | 中程度(かすんでいる) |
| 収縮率 | 最大75%(二軸) | 40~60% | 15~40% |
| 食品と接触しても安全 | はい (FDA / EU 準拠) | 制限付き | はい |
| シール強度 | 高 | 中等度 | 中等度–High |
| 燃焼/発煙に対する安全性 | クリーンバーン、HCl不使用 | HCl ガスを放出する | クリーンバーン |
| 耐突刺性 | 素晴らしい (cross-linked) | 低~中程度 | 良い |
| 1kgあたりのコスト | 中等度–High | 低い | 低~中程度 |
2000 年代初頭から、PVC から POF フィルムへの移行が大幅に加速しました。 PVC シュリンク フィルムは、密封または焼却すると塩酸 (HCl) ガスを放出します。 、職場の空気質の問題や環境廃棄問題を引き起こします。現在、多くの食品小売業者やブランド所有者は POF フィルムのみを指定しており、ヨーロッパのいくつかの国では食品と接触する用途での PVC 包装に制限を導入しています。 POF フィルムは、優れた透明性、柔軟性、安全性を備えているため、キログラムあたりのコストが高いにもかかわらず、ほとんどの小売シュリンク包装でデフォルトの選択肢となっています。

POFプラスチックフィルムの主な用途
POF フィルムは、光学的透明性、高い収縮率、食品安全コンプライアンスの組み合わせにより、幅広い包装形式や製品カテゴリに適しています。
食品および飲料の包装
POF フィルムは、生鮮食品、焼き菓子、菓子、インスタント食品、ボトルや缶のマルチパックの包装に広く使用されています。 FDA および EU の食品との接触に関するコンプライアンス (EU 規則 10/2011 に基づく) は、食品に直接適用できることを意味します。フィルムの優れた透明性により、ラップ越しに製品が見えるため、生鮮食品小売店のプレゼンテーションに不可欠です。 生鮮ベーカリーおよび青果用途では、微細穴あき POF フィルムが使用されます。 しっかりとしたシュリンクラップの外観を損なうことなく、水蒸気の透過を可能にし、パック内の結露を防ぎます。
消費財および小売製品
本、DVD、ソフトウェア ボックス、化粧品、玩具、文具は、小売店でのプレゼンテーション、改ざん防止、および防塵のために POF フィルムでシュリンク包装されるのが一般的です。 POF フィルムの高光沢により、PE フィルムと比較して棚の魅力が大幅に向上します。 POF は、架橋構造により角が裂けることなく、角の鋭い長方形の箱の周囲でしっかりと収縮する能力があるため、これらの用途では非架橋代替品よりも好ましい選択肢となります。
医薬品および医療用包装
医薬品の箱の外装は、改ざん防止や流通時の保護のために POF フィルムで包まれることがよくあります。フィルムは、北米の USP 規格および関連する EU 指令への準拠を含む、この分野の特定の規制要件を満たしている必要があり、その下にある一次包装と化学的に相互作用してはなりません。帯電防止 POF グレードは、静電気放電が懸念される電子機器や医療機器のパッケージングに利用できます。
産業用バンドリングとユニット化
より厚いゲージの POF フィルム (19 ~ 40 ミクロン) は、ボトル入り飲料水、飲料缶、またはハードウェア製品のマルチパックなど、製品のグループを束ねるのに使用され、一部の用途では段ボール トレイや段ボール スリーブの代わりに使用されます。バンドルラップの透明性により、開封せずに製品を識別することができ、しっかりとしたラップによりパレット輸送のための構造的完全性が提供されます。
POFフィルムの種類とグレードの選び方
すべての POF フィルムが互換性があるわけではありません。正しいグレードは、包装される製品、使用される包装機器、および必要な性能特性によって異なります。
標準 POF と架橋 POF
標準 (非照射) POF フィルムは安価で、鋭い角のないシンプルで平らな表面の製品に適しています。押出後の電子ビーム照射によって製造された架橋 POF フィルムは、引張強度、耐突き刺し性、およびシールの完全性が大幅に向上しています。 架橋 POF は、鋭いエッジ、重量、または不規則な形状を持つ製品に適した選択肢です。 、および機械的ストレス下でのシールの一貫性が重要な高速自動ライン用です。
中折りフィルムと一巻きフィルム
センターフォールド POF フィルムは、巻き取り中に長さに沿って折り畳まれ、2 層のロールが作成されます。この形式は L バー シーラー機で使用され、折り畳まれたフィルム上に製品が置かれ、L バー上に 2 つと、フィルムの折り目に製品が押し込まれるときに 1 つ、合計 3 つのシールが作成されます。単巻き(フラット)フィルムは、インラインで製品の周囲にフィルムをチューブ状に形成するスリーブラッパーおよび自動フローラップ機で使用されます。
微細穴あきPOF
微細穴あき POF フィルムには、レーザーまたはニードルパンチで小さな穴が開けられます。通常、 直径 0.3mm ~ 1.0mm、穴密度 1 平方インチあたり 36 ~ 144 個 — 制御された通気性を実現します。これにより、密封されたパッケージの外観を維持しながら、生鮮食品用ラップ内部の湿気の蓄積を防ぎます。穿孔パターンは、特定の湿気透過要件に合わせてカスタマイズできます。
帯電防止POFフィルム
標準の POF フィルムは、巻き戻しやシール中に静電気を発生し、ほこりを引き寄せて取り扱い上の問題を引き起こす可能性があります。帯電防止グレードには、静電気を消散させる表面コーティングまたは添加剤化合物が組み込まれています。これらは特に電子機器のパッケージングに必要であり、クリーンルーム環境や塵の吸引が問題となる用途に推奨されます。
POF フィルムの性能仕様の説明
POF フィルムのデータシートに記載されている主要な技術パラメータを理解することは、材料がお客様の機器や製品に対して正しく機能することを保証するのに役立ちます。
- 収縮率 (MD および TD): フィルムを規定の温度にさらしたときの各方向の減少率 (通常、グリセリン浴中で 120°C および 160°C で測定)。バランスの取れたシュリンク フィルムは、MD (機械方向) と TD (横方向) の値が類似しており、均一なラップを生成します。アンバランスなフィルムは一方向に大きく収縮し、特定のラップ形状に使用されます。
- 収縮力: フィルムが収縮するときに製品にかかる張力。高い収縮力により、焼きたてのパンのような柔らかい製品を粉砕することができます。デリケートな包装用途には、より低い収縮力のグレードが利用可能です。
- シール開始温度: 信頼性の高いシールが形成される最低温度。ほとんどの POF フィルムは次のようにシールします。 120℃~160℃ — PE フィルムに必要な 170 ~ 200°C よりも大幅に低い — これにより、エネルギー消費が削減され、包装機器のシールウィンドウが広がります。
- ヘイズ値: 光学的透明度はヘイズ率として測定されます。プレミアム POF フィルムはヘイズ値 2% 未満を達成し、製品の視認性を最大限に高めるほぼ目に見えないラッピングを提供します。標準グレードのヘイズ範囲は通常 2 ~ 5% です。
- 摩擦係数 (COF): フィルムが包装機械を通過し、包装後に積み重ねられる方法に影響します。低 COF フィルムはよりスムーズに送られますが、予期せず重なったり滑ったりする可能性があります。 COF は表面添加剤によって調整でき、内側 (フィルムとフィルムの間) と外側 (フィルムと表面) の面で個別に指定されます。
POFフィルムとの包装機器の互換性
POF フィルムは、シュリンク包装機の 3 つの主要なカテゴリと互換性がありますが、正しいフィルム仕様はそれぞれで異なります。
シュリンクトンネル付きLバーシーラー
小規模から中規模の生産量向けの最も一般的な半自動構成。 Lバーシーラーは、折り曲げPOFフィルムを使用し、加熱されたL字型ワイヤーまたはブレードで2つのシールを同時に作成します。包装された製品は熱風トンネルを通過します。通常、この温度に設定されています。 120℃~180℃ POF フィルムの場合 — 収縮が促進されます。 POF はシール温度が低く、シール窓が広いため、PVC フィルムよりも L バー機械での耐久性が高く、薄いゲージの製品での焼き付きの頻度が減少します。
スリーブラッパー
スリーブラッパーは、製品の周囲に 1 重に巻いた POF フィルムのスリーブを形成し、1 つの横シールを作成して、端を開いたままにします。次に、製品は収縮トンネルに入り、そこで開放端が収縮して製品の周囲を密閉します。これは、ボトルと缶のマルチパックのバンドルに推奨される形式です。スリーブラッパーは、Lバーシーラーよりも高速で動作します — 通常、1 分あたり 20 ~ 60 パック — 均一な厚さと良好なトラッキング特性を備えたフィルムが必要です。
自動フローラップおよびオーバーラップ装置
小売食品および消費財の高速自動ラインでは、毎分 60 ~ 200 パックの速度で成形、充填、シールを行うインライン フローラップ機が使用されています。これらの機械には、厳しい厚さ公差 (通常 ±1 ミクロン) を備えた POF フィルム、一貫した COF、および狭い温度範囲全体で確実にシールを開始することが必要です。このような速度では、フィルムのスプライス管理が非常に重要です。ほとんどの自動化ラインはオートスプライサーを使用しており、生産を停止することなくロール直径の変更に対応できます。
POF フィルムの一般的な問題とその解決方法
ほとんどの POF フィルム包装の問題は、フィルム自体の欠陥ではなく、不適切な機器設定、不適切なフィルム保管、またはフィルム仕様の不一致によって引き起こされます。
- シール領域の焼き付きまたは穴: シール温度が高すぎるか、滞留時間が長すぎます。シール温度を 5℃ ずつ下げます。シールバーまたはワイヤーが清潔で、局所的なホットスポットの原因となるフィルムの残留物がないことを確認してください。
- シールが弱い、または剥がれている: 温度が低すぎるか、シール圧力が不十分です。両方のシールバー面が均等に接触していることを確認します。低温または多湿の環境で保管されたフィルムは、最適なシール性能を得るために、実行前に短いウォームアップ時間が必要な場合があります。
- ドッグイヤーまたは角の不均一な縮み: トンネル温度が低すぎるか、コンベア速度が速すぎるため、ヒートゾーンで十分な滞留時間が確保できません。トンネル温度を上げるか、コンベア速度を下げてください。熱風がトンネルの幅全体に均一に送られるようにします。
- マシン上の中心からずれたフィルムトラッキング: ロールが不均一な張力で取り付けられているか、フィルムコアがマンドレルに正しく取り付けられていません。ロールを取り付け直し、フィルムが幅方向に一貫した張力で巻き戻されることを確認します。
- 収縮後の曇ったまたは乳白色の外観: トンネル温度が高すぎると、フィルム表面が過熱して光学的透明性が失われます。温度を下げ、ライン速度をわずかに上げます。コールドスタートの最初の数パックに多少の曇りがあるのは正常であり、トンネルが動作温度に達すると晴れます。
保管、取り扱い、環境への配慮
POF フィルムを正しく保管すると、その走行性能に直接影響します。フィルムは、元のパッケージに入れて、次の温度以下の清潔で乾燥した環境に保管してください。 15℃と25℃ 、直射日光や熱源を避けてください。冷蔵倉庫 (10°C 以下) でフィルムを保管するとフィルムが硬くなり、コールドスタート後の生産の最初の 1 時間に層間のブロッキングや装置のトラッキング不良が発生する可能性があります。
持続可能性の観点から、POF フィルムは技術的にはポリオレフィン プラスチックのリサイクル ストリーム (LDPE 主体の配合のリサイクル コード 4) 内でリサイクル可能ですが、実際には食品残留物や多層共押出フィルムの混合樹脂組成物からの汚染のため、リサイクルのために回収されることはほとんどありません。 いくつかのメーカーが、リサイクル性を向上させた単一材料の POF 構造を開発しています。 、一部のブランドは、低バリア用途向けに堆肥化可能なシュリンクフィルムの代替品を試験的に使用していますが、これらは世界全体のシュリンクフィルム使用量のほんの一部にとどまっています。
おすすめ商品






お問い合わせ
もっと知りたいですか?
- E-mail: [email protected]
- Phone: +86-18761594570 (ジェニー・チェンさん)
- WhatsApp: +86-18761594570
- Address : 中国江蘇省江陰市上関鎮盤龍山路58-2号
製品カテゴリー
フォローしてください
著作権 © 2025 by 江陰光宏包装材料有限公司 Rights Reserved.
 POFシュリンクフィルムメーカー
POFシュリンクフィルムメーカー