

メッセージをお待ちしております
私たちの工場は2006年に設立されました
-
 Mobile/Whats app/Wechat: +86-18761594570 (ジェニー・チェンさん)
Mobile/Whats app/Wechat: +86-18761594570 (ジェニー・チェンさん)
-
 E-mail: [email protected]
E-mail: [email protected]
POF シュリンク ロール ガイド: 利点、仕様、機械設定
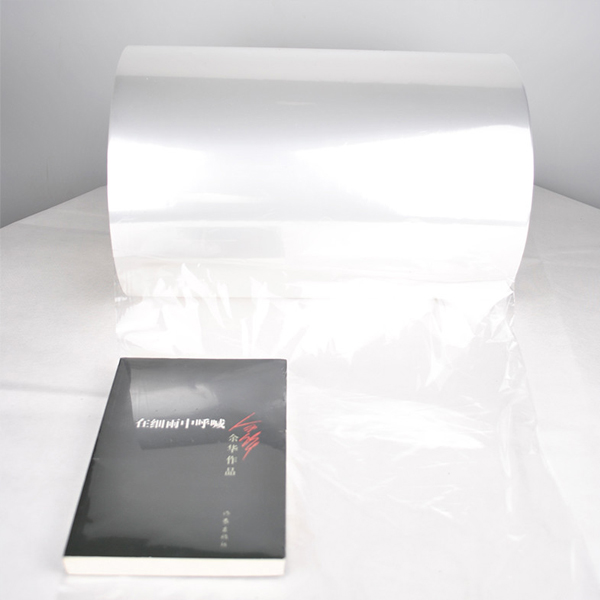
ポリオレフィン(POF)シュリンクフィルム 優れた透明性、強度、環境特性により、小売および産業用包装の業界標準となっています。古い PVC フィルムとは異なり、高品質 POF シュリンク ロールは、有害な塩化物を放出せずに優れた耐久性を実現します。 縮小プロセス中。最適なパフォーマンスを得るには、オペレーターはフィルムゲージを製品重量に合わせ、ヒートトンネル温度を正確に校正して、しわのないしっかりとしたシールを実現する必要があります。これらの変数を理解することで、一貫したパッケージの完全性が保証され、店頭での魅力が向上します。
PVC や PE フィルムに勝る利点
適切なシュリンク フィルムを選択するには、コスト、パフォーマンス、規制遵守のバランスを考慮する必要があります。 POF は、ポリエチレン (PE) の低コストとポリ塩化ビニル (PVC) の高透明性の間のスイートスポットを占め、現代のサプライチェーンに明確な利点をもたらします。
| プロパティ | POF(ポリオレフィン) | PVC(ポリ塩化ビニル) | PE(ポリエチレン) |
|---|---|---|---|
| 透明度/光沢 | 素晴らしい | 良い | 低い/かすんだ |
| 環境への影響 | 無毒、リサイクル可能 | 塩素ガスを放出 | リサイクル可能 |
| 耐久性 | 高い耐突き刺し性 | 時間が経つと脆くなる | 非常に高い引裂強度 |
| 収縮温度 | 低め (約 120 ~ 150 °C) | 低温 (~100 ~ 120°C) | 高温 (~160 ~ 180°C) |
POF は直接接触が FDA に承認されており、加熱しても有害な煙を発生しないため、食品包装や消費財で特に好まれています。その架橋構造は優れた形状記憶性を備えているため、冷却後も製品周囲の張力が維持され、輸送中の角の緩みを防ぎます。
適切なゲージとフォーマットの選択
ゲージまたはミクロンで測定されるフィルムの厚さは、パッケージの美的品質と保護能力の両方に直接影響します。間違ったゲージを使用すると、収縮中にフィルムが破損したり、過剰な材料コストが発生したりする可能性があります。
標準ゲージの用途
CD、化粧品、小さな箱などの軽いものには、 45 ~ 60 ゲージ (11 ~ 15 ミクロン) フィルムで十分です。この薄いプロファイルにより、ロールあたりの収量が最大化され、肌にぴったりとフィットします。ソフトウェア ボックス、おもちゃのパッケージ、マルチパックなどの中量の製品には通常、 75 ~ 100 ゲージ (19 ~ 25 ミクロン) 取り扱いに耐えるフィルムと自動仕分けシステム。重工業品や鋭利な製品の場合、穴あきを防ぐために 150 ゲージ (38 ミクロン) 以上が必要な場合があります。
シングル巻きロールとダブル巻きロール
POF シュリンク ロールは、一重巻き (単層) 形式と二重巻き (中折れ) 形式で利用できます。中央折りロールは、パッケージの裏面にシームレスを作成するため、L バー シーラーや自動スリーブ包装機に最適です。単巻ロールは、平らな用途や特定のバックシール構成が必要な場合に使用されます。正しいフォーマットを選択すると、無駄が削減され、包装ラインでの積み込みプロセスが簡素化されます。
機械の校正と動作パラメータ
最高品質の POF フィルムであっても、シュリンク トンネルとシーラーが正しく調整されていない場合は、性能が低下します。プロの仕上がりには、温度と速度の正確さが不可欠です。
- シーラー温度: インパルスシーラーバーを間にセットします。 120℃と150℃ 。熱すぎるとフィルムが焼けてしまったり、テフロンテープにくっついてしまいます。冷たすぎるとシールが弱くなって割れやすくなります。生産を開始する前に、必ずテストストリップを使用してシールの完全性を確認してください。
- トンネルの熱分布: POF は、すべての面からバランスよく加熱すると最もよく収縮します。トンネル ヒーターが均一であることを確認します。不規則な形状の製品の場合、コーナーでの「ドッグイヤーリング」を防ぐために、若干高めの上部加熱が必要な場合があります。
- コンベヤー速度: 速度は熱出力と一致する必要があります。一般的なルールは、フィルムが過熱することなく活性化温度に達するまで十分な滞留時間を確保することです。適度な速度で開始し、収縮の品質に基づいて調整します。シワが発生する場合は、コンベアの速度を下げるか、温度を少し上げてください。
- エアフロー管理: 適切な空気の流れにより熱が均一に循環します。通気口の詰まりやファンの故障により、コールド スポットが発生し、不均一な収縮が発生する可能性があります。エアフィルターを定期的に掃除して、安定した熱性能を維持してください。
一般的なパッケージングの欠陥のトラブルシューティング
梱包欠陥の根本原因を迅速に特定することで、ダウンタイムと材料の無駄を最小限に抑えます。 POF シュリンク ロールに関する問題のほとんどは、機械設定または環境要因に関連しています。
フィルムの破れと破れ
収縮プロセス中にフィルムが裂ける場合は、温度が高すぎるか、コンベア速度が遅すぎるため、フィルムが過度に収縮して破裂する可能性があります。逆に、シールの破れは、シーラー圧力が過剰であるか、シーリング ワイヤーが汚染されていることを示します。シール要素を定期的に清掃し、フィルムがトンネルに入る前にフィルムに穴を開ける可能性のある鋭いエッジが製品にないか確認してください。
曇りと靄
POF は透明度が高いことで知られているため、曇りは不適切な処理の兆候です。曇りは通常、熱が不十分なために発生し、フィルムが完全に緩和して透明になることが妨げられます。トンネル温度を上昇させると、 5~10℃ 多くの場合、この問題は解決されます。さらに、加熱中に吸湿が透明性に影響を与える可能性があるため、フィルムは涼しく乾燥した場所に保管してください。
ゆるい角とドッグイヤー
フィルムが製品の端の周りでしっかりと収縮しない場合、角のゆるみが発生します。これは多くの場合、収縮力が低いか、熱分布が不均一であることが原因です。トンネルの空気流のバランスをチェックし、シールプロセス中にフィルムが過度に伸びていないことを確認してください。これにより、フィルムの形状記憶と収縮能力が低下する可能性があります。

おすすめ商品






お問い合わせ
もっと知りたいですか?
- E-mail: [email protected]
- Phone: +86-18761594570 (ジェニー・チェンさん)
- WhatsApp: +86-18761594570
- Address : 中国江蘇省江陰市上関鎮盤龍山路58-2号
製品カテゴリー
フォローしてください
著作権 © 2025 by 江陰光宏包装材料有限公司 Rights Reserved.
 POFシュリンクフィルムメーカー
POFシュリンクフィルムメーカー